
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА РУССКОМ ЯЗЫКЕ
| вращение резания | 1.34 |
| вращение резания сверла | 1.34 |
| высота ленточки | 1.18 |
| высота ленточки сверла | 1.18 |
| диаметр | 1.30 |
| диаметр малой ступени | 2.12.1 |
| диаметр малой ступени ступенчатого сверла | 2.12.1 |
| диаметр по спинкам | 1.31 |
| диаметр сверла | 1.30 |
| диаметр сверла по спинкам | 1.31 |
| длина главной режущей кромки | 1.29 |
| длина главной режущей кромки сверла | 1.29 |
| длина общая | 1.7 |
| длина поперечной режущей кромки | 1.28 |
| длина поперечной режущей кромки сверла | 1.28 |
| длина рабочей части | 1.8 |
| длина рабочей части сверла | 1.8 |
| длина сверла общая | 1.7 |
| канавка сверла стружечная | 1.9 |
| канавка стружечная | 1.9 |
| клин режущий | 1.29 |
| клин сверла режущий | 1.29 |
| конусность обратная | 1.32 |
| конусность сверла обратная | 1.32 |
| корпус | 1.5 |
| корпус сверла | 1.5 |
| кромка режущая вспомогательная | 1.16 |
| кромка режущая главная | 1.23 |
| кромка режущая поперечная | 1.26 |
| кромка сверла режущая вспомогательная | 1.16 |
| кромка сверла режущая главная | 1.23 |
| кромка сверла режущая поперечная | 1.26 |
| кромка у спинки | 1.19 |
| кромка у спинки сверла | 1.19 |
| лапка | 1.3 |
| лапка сверла | 1.3 |
| ленточка направляющая | 1.14 |
| ленточка сверла направляющая | 1.14 |
| ось | 1.1 |
| ось сверла | 1.1 |
| отверстие насадного зенкера посадочное | 2.14.1 |
| отверстие посадочное | 2.14.1 |
| паз насадного зенкера шпоночный | 2.14.2 |
| паз шпоночный | 2.14.2 |
| перо | 1.10 |
| перо сверла | 1.10 |
| поверхность главная задняя | 1.21 |
| поверхность передняя | 1.22 |
| поверхность сверла главная задняя | 1.21 |
| поверхность сверла передняя | 1.22 |
| поводок | 1.4 |
| поводок сверла | 1.4 |
| сверло леворежущее | 1.36 |
| сверло праворежущее | 1.35 |
| сердцевина | 1.12 |
| сердцевина сверла | 1.12 |
| спинка | 1.17 |
| спинка сверла | 1.17 |
| толщина сердцевины | 1.13 |
| толщина сердцевины сверла | 1.13 |
| угол задний осевой | 1.43 |
| угол зенкующий | 2.9.1 |
| угол наклона винтовой канавки | 1.38 |
| угол наклона винтовой канавки сверла | 1.38 |
| уголок | 1.25 |
| уголок поперечной режущей кромки | 1.27 |
| уголок поперечной режущей кромки сверла | 1.27 |
| уголок сверла | 1.25 |
| угол передний нормальный | 1.40 |
| угол передний осевой | 1.39 |
| угол поперечной режущей кромки | 1.44 |
| угол поперечной режущей кромки сверла | 1.44 |
| угол предохранительного конуса | 2.10.1 |
| угол предохранительного конуса центровочного сверла | 2.10.1 |
| угол при вершине | 1.41 |
| угол при вершине сверла | 1.41 |
| угол сверла задний осевой | 1.42 |
| угол сверла зенкующий | 2.9.1 |
| угол сверла передний нормальный | 1.40 |
| угол сверла передний осевой | 1.39 |
| угол у главной режущей кромки задний нормальный | 1.43 |
| угол у главной режущей кромки сверла задний нормальный | 1.43 |
| утолщение сердцевины | 1.23 |
| утолщение сердцевины сверла | 1.23 |
| хвостовик | 1.2 |
| хвостовик конический | 1.2.1 |
| хвостовик сверла | 1.2 |
| хвостовик сверла конический | 1.2.1 |
| хвостовик сверла с поводком цилиндрический | 1.2.3 |
| хвостовик сверла цилиндрический | 1.2.2 |
| хвостовик с поводком цилиндрический | 1.2.3 |
| хвостовик цилиндрический | 1.2.2 |
| часть зенкера режущая | 2.7.1 |
| часть насадного зенкера режущая | 2.14.3 |
| часть режущая | 1.20, 2.7.1, 2.14.3 |
| часть сверла режущая | 1.20 |
| часть сверловочная | 2.9.2 |
| часть центровочного сверла сверловочная | 2.9.2 |
| шаг винтовой канавки | 1.37 |
| шаг винтовой канавки сверла | 1.37 |
| шейка | 1.6 |
| шейка сверла | 1.6 |
| ширина ленточки | 1.15 |
| ширина ленточки сверла | 1.15 |
| ширина пера | 1.11 |
| ширина пера сверла | 1.11 |
Чем наточить сверло по металлу
Новый текст: В отличие от ножа или топора, заточка угла сверла бывает не такой простой задачей. Для этой операции потребуется использовать абразивный круг, который вращается со скоростью до 1500 оборотов в минуту. Наиболее удобным инструментом для этой цели является точильный станок.
Диск должен быть мелкозернистым Величина фракции по стандартной маркировке 8H-16H. Материал наждачного круга – карбид кремния. Такие абразивы имеют характерный зеленоватый оттенок. Маркировка материала – 64С.

Опытные мастера точат руками, используя лишь подручник. Правильность углов проверяют шаблоном. Однако существует ряд приспособлений для облегчения работы и повышения точности обработки.
Выбор достаточно широк, можно подобрать станок на любой вкус и кошелек. Многие «кулибины» изготавливают приспособления самостоятельно.

Вам необходимо лишь выставить по таблице необходимый угол, закрепить сверло в стойке – и контролировать нагрев.
ВАЖНО! При заточке рабочая кромка нагревается настолько сильно, что закалку металла может «отпустить». Наконечник потеряет твердость, и износ будет происходить быстрее.. Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды
При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой
Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды. При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой.
Если вы работаете со сверлами в промышленных масштабах – есть смысл купить полуавтоматическую машинку для заточки. Это может быть как отдельный специализированный станок

так и насадка на электроинструмент.

В обоих случаях ваше участие в работе минимально. Качество обработки в таких приспособах идеальное, но и стоимость достаточно большая.
Не стоит отчаиваться, мудрые китайцы придумали, как точить сверла недорого и эффективно. Насадка на обычный шуруповерт справляется с работой медленно, но качественно. И ценник более чем гуманный.

Как применяется наждачная бумага для заточки инструментов
Для работы на заточном станке применяется наждачная бумага 220, 320, 600, 1200 грит, для доводки – в пределах 2000-4000. Доводка (полировка) имеет большое значение для инструментов по дереву: острая кромка качественно обрабатывает материал и не так быстро тупится. Методика заточки заключается в следующем.
- Выбирается материал с твердой и плоской поверхностью (это может быть кусок гранитной плиты, толстое стекло, ламинированная ДСП или обычный деревянный брусок). Удобнее использовать брусок размером 75×200 мм.
- Наждачная бумага наклеивается на брусок. Изготавливается несколько брусков с различной зернистости абразивами.
- Приспособление укладывается на верстак поверх резиновой прокладки (для устойчивости).
- Затачиваемый инструмент устанавливается под углом 25-30° для формирования фаски. С умеренным нажимом лезвие перемещается вдоль плоскости бруска.
- Выполняется доводка лезвия с другим номером абразива.
- Полируется тыльная сторона режущего инструмента (плоскость возле режущей кромки шириной 10-12 мм).
Следует знать все плюсы и минусы данного способа:
- дешевизна: наждачная бумага и клей для изготовления приспособления не потребуют значительных расходов;
- доступность: необходимые материалы есть в любом строительном магазине;
- после затачивания инструмента не будет грязи на верстаке;
- быстрый износ наждачной бумаги требует ее периодической замены.
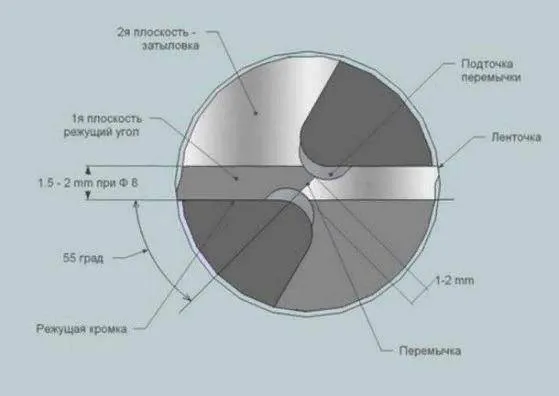
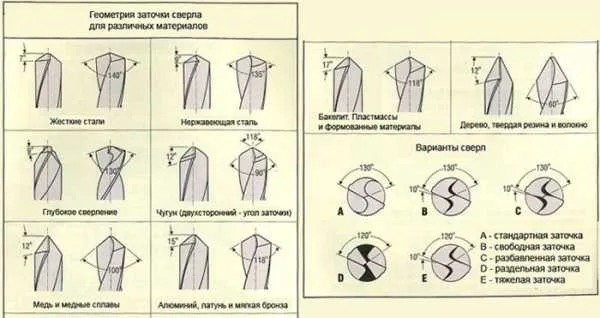
Виды заточки
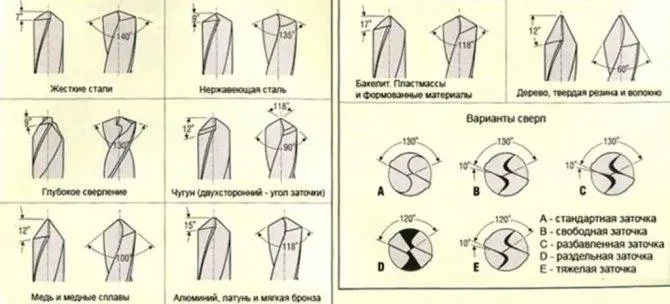
Существует несколько способов заточки, которые проводятся с помощью разных приспособлений. Они обозначаются разными буквами. К ним относятся:
- Н — нормальная. На рабочей части изготавливается две режущие кромки, одна поперечная. Допускается точение инструментов диаметром до 12 мм.
- НП — производится подрезка поперечной кромки. Благодаря этому снижаются нагрузка, передаваема\ на рабочую часть при сверлении.
- НПЛ — проводится подточка ленточки с кромкой. Формируется задний угол на рабочей части.
- ДП — представляет собой двойное точение. Дополнительно обрабатывается поперечная кромка.
- ДПЛ — создаётся 4 режущих кромки, подтачивается кромка.
Точение проводится на специализированном оборудовании или вручную. Об этих методах необходимо поговорить отдельно.
Ручной способ заточки
Оснастку для инструментов можно затачивать вручную, без применения специализированных станков. Однако для этого нужно уметь пользоваться ручными приспособлениями, выставлять углы точения. Используемые инструменты:
- Болгарка — применяется, если не требуется подбирать точный угол режущей части.
- Специальная точильная насадка для дрели.
- Просто шлифовальный круг на асинхронном двигателе.
Заточка сверла по металлу болгаркой
Заточка на специальном оборудовании
Мастерские используют специальные станки для заточки сверл. Это высокоточное оборудование, позволяющее изготавливать любые углы режущей кромки. Для этого достаточно закрепить оснастку с помощью специальных зажимов, выставить угломер, настроить станок, запустить двигатель. Заточка сверла на специализированном оборудовании занимает меньше времени.
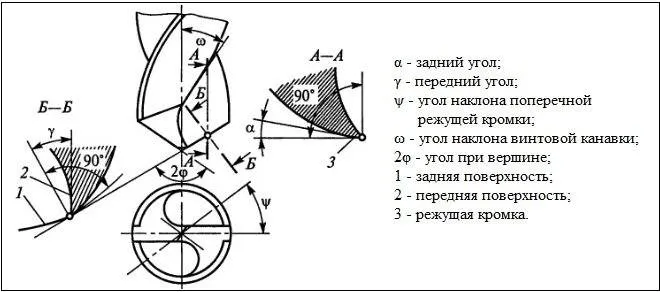
Основные параметры детали
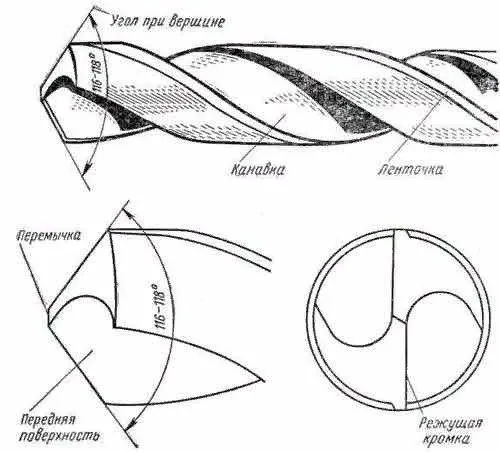
Чтобы вы могли правильно заточить наконечник, прежде всего давайте рассмотрим основные его элементы, к которым относится:
- режущая часть (режущая кромка), образующаяся схождением поверхности канавки и задней поверхности;
- передняя поверхность, которая располагается под режущей кромкой;
- задняя поверхность, которая располагается за кромкой:
- перемычка, расположенная между двумя задними поверхностями.
В процессе эксплуатации насадки больше всего страдает режущая кромка, перемычка и задние поверхности. Поэтому восстановление инструмента происходит путем заточки задних поверхностей, к которым примыкаем режущая кромка и перемычка. Однако не все так просто: чтобы кромка вновь стала острой и образовалась четкая перемычка, углы заточки должны соответствовать значениям из таблицы:
| Вид угла | Значение в градусах |
| α (угол, угол между плоскостью задней поверхности и режущей кромкой) | 10 |
| γ (угол заточки режущей кромки) | 20 |
| 2ϕ (основной угол, образованный задними поверхностями, или угол при вершине) | 116 градусов /- 30 градусов |
Соблюдение этих значений позволит режущей кромке всегда первой соприкасаться с поверхностью обрабатываемой детали, что обеспечит максимальную эффективность инструмента. От угла при вершине зависит длина режущей кромки. Его соблюдение позволит стружке хорошо укладываться в канавку и выходить наружу. Если же сделать угол более острым, увеличится ширина срезаемой полоски, в результате чего стружка забьет канавку и перестанет удаляться из отверстия со всеми вытекающими последствиями. Слишком же тупой угол снизит эффективность сверла.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру
Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
https://youtube.com/watch?v=2IfuWWQ1skI
Нюансы заточки сверла, которые нужно знать
В процессе подточки будет уменьшаться размер переднего и заднего угла, и расти угол рабочей кромки. Благодаря этому увеличивается срок службы инструмента и уменьшается ширина поперечной кромки, которая не принимает участия в сверлении.
В промышленных условиях, после того как инструмент заточен, выполняется доводка. Такое мероприятие позволяет избавиться от мелких зазубрин, оставшихся после основного процесса. Благодаря этому сверло меньше подвержено износу. Поэтому по возможности доводкой лучше не пренебрегать.
Разобраться, как правильно заточить свёрла по металлу не так уж и сложно, особенно если просмотреть видео проведения работ. Выполняя все работы самостоятельно, человек должен набраться терпения, так как не всегда всё получается с первого раза. Если терпения и желания заниматься самостоятельно заточкой инструмента нет, то можно обратиться за помощью к специалистам или просто приобрести новое сверло.
Основные элементы оснастки
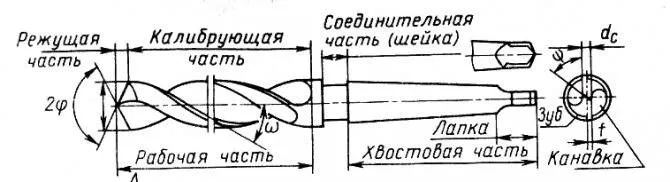
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Наточка сверла вручную: характеризующие параметры
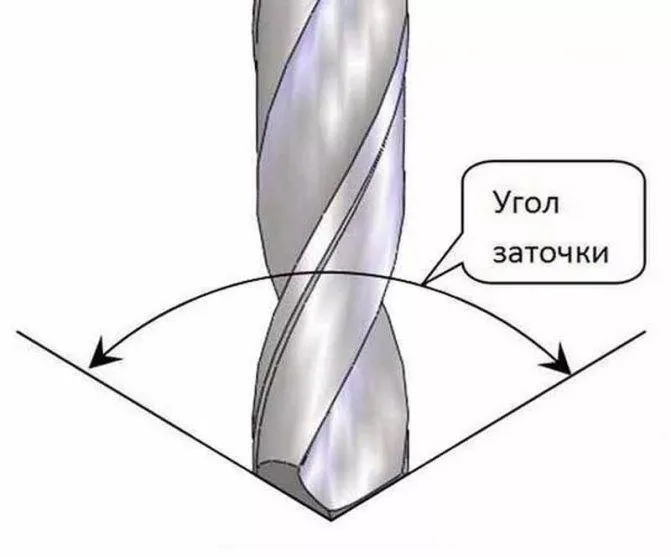
Схема угла заточки сверла.
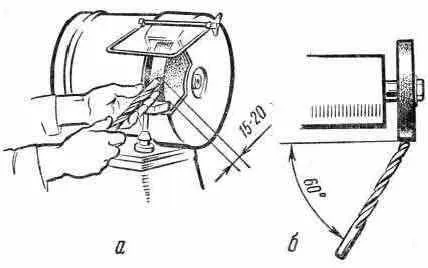
Механический, ручной способ отточки проводится при помощи абразивного диска или специального станка. Такая методика предполагает удерживание сверла на рабочем основании и направление его к режущему краю. Ведущей рукой нужно взять хвостовик. Резак плотно соединяется с боковой частью абразивного круга. Затем эта деталь аккуратно поворачивается ведущей рукой. Сверло должно приобрести нужный уровень наклона и определенную конфигурацию.
Заточка сверла осуществляется попеременно: сначала с одного бока, а затем с другого. Необходимо следить за очинкой режущего элемента так, чтобы острая часть располагалась строго по центру. Это поможет избежать дальнейшего поворота бура в одну из плоскостей. Прилагать излишнюю силу при сверлении не стоит, это способствует удлинению времени заточки. При механическом варианте очинки возможно появление изъянов и дефектов. При неправильном расчете протяженности сверла по завершении отточки и углами наклона середина сверла может смещаться относительно оси и будет двигаться вокруг нее. Чтобы добиться лучших результатов, стоит воспользоваться точильным станком.
Приспособления для облегчения заточки
Здесь речь пойдет уже не о станках, а о полезных и удобных устройствах, упрощающих работу и помогающих выдержать правильный угол.
Это могут быть покупные изделия, например, вот этот кондуктор родом с АлиЭкспресс. Точильный диск совсем маленький, вращение ему передается от подключенного с помощью специального переходника патрона дрели. Пользователю необходимо только вставить сверло в канавку и включить дрель. Обзор использования такого кондуктора описан в этом видео.
Для тех, кто не уважает китайскую продукцию, есть вот такие стойки.

Есть также ряд самодельных устройств-кондукторов, рассчитанных на удобную заточку. Например, вот два из них.
Есть также оригинальное приспособление из дверной петли.
Как правильно заточить сверло по металлу + видео
Ничего сложного. Главное — аккуратность и внимательность.
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке. Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости. Главное — получить вращающийся заточной диск или наждачный камень.

О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно
Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло
Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Как заточить спиральное сверло
О том, что сверло притупилось, мы узнаем сразу же при первых оборотах патрона дрели. Сверло перегревается, скрипит и напрочь отказывается резать даже мягкий металл. Чем больше сверло нагревается, тем быстрее оно тупится, поэтому при первых проявлениях признаков потери сверлом остроты, заточите его.
Точим вручную, поскольку специальных приспособления для заточки у нас нет, хотя они здорово упрощают процесс и делают его точнее. Заточить сверло по металлу можно несколькими способами. Рассмотрим два из них. Для заточки сверла до 3 мм, и более 3 мм.
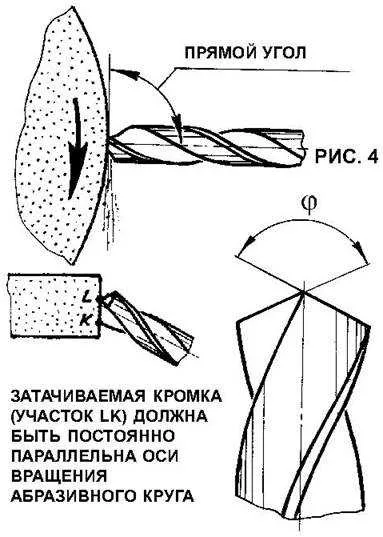
Самый простой способ заточки — это когда мы затачиваем режущую кромку в одной плоскости. При этом задний угол должен составлять около 30˚. Пользуясь этим методом, самое главное — сохранять параллельность режущей кромки поверхности круга. И стабильность положения сверла относительно наждачного круга. Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет. Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.
Второй способ более наукоемкий, но тоже не сложный. Спецы называют его коническим методом заточки. Суть его в том, что во время заточки сверло прижимается режущей кромкой и поверхностью задней части, при этом нужно слегка покачивать сверлом так, чтобы на задней перьевой части образовалась конусная поверхность.
Нужно стараться не отрывать сверло от камня во время заточки, и двигать сверлом очень медленно и без рывков. После этого создаем такой же конус на оставшемся пере.
Заточка победитового сверла
С победитовыми сверлами происходит то же самое, что и с обычными. Они могут затупиться, но значительно позже. Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.
Как заточить ступенчатое сверло
Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой. Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке. Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.

Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.
Закрепим видео:
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Общие рекомендации:
- Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
- Титан можно резать в большом спектре – от 90° до 120°, это зависит уже от конкретной марки, величины присадок.
- Алюминиевые, латунные сплавы и другие мягкие металлы стоит обрабатывать в диапазоне углов 120-130°. Допустимо отклонение на 2 единицы в одну или другую стороны.
- Дерево или некоторые тонкие листы пластмассы не любят таких больших значений, 90-100° им вполне хватит, а то и меньше.
- И всего от 50 до 70 градусов нужно для оргстекла или эбонита.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
| Материал | Рекомендуемый угол, ° |
| Чугун и стальные заготовки с низким легированием | 116 – 118 |
| Поковки и закаленная сталь | 125 |
| Латунь, мягкая бронза | 130 – 140 |
| Медь | 125 |
| Алюминий, баббит | 130 – 140 |
| Силумин | 90 – 100 |
| Сплавы с ведущим компонентом магний | 110 – 120 |
| Эбонит, целлулоид | 80 – 90 |
| Мрамор и другие породы повышенной хрупкости | 90 – 100 |
| Органическое стекло | 70 |
| Пластмассы | 50 – 70 |
| Бетон | 118 – 130 |
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
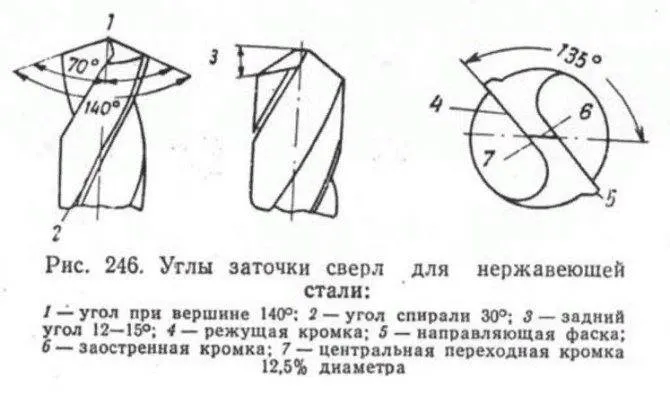
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Рекомендации для заточки свёрл по металлу
 Спиральные изделия следует обрабатывать по задним кромкам. Они должны получиться абсолютно одинаковыми после работы.
Спиральные изделия следует обрабатывать по задним кромкам. Они должны получиться абсолютно одинаковыми после работы.
Причём делать это не так просто, особенно в ручном режиме, поскольку необходимо выдерживать определённую форму и угол инструмента во время заточки.
Прежде чем приступить к заострению режущего инструмента, желательно потренироваться сначала на нерабочих изделиях. Ещё стоит учитывать тот факт, что сверление выполняют именно боковые кромки приспособления.
Заточку проводят, чтобы вернуть заводскую форму режущей части изделия. При работе стоит придерживаться основного правила заострения инструментов с напайками из различных сплавов: чем тверже материал обрабатываемого сверла, тем ниже скорость заточки.
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
Чем можно заточить сверло?
Сверла можно заточить с помощью специальных инструментов — точильных станков, а также вручную, используя точильный камень или шлифовальный инструмент.
Для заточки сверла вручную с помощью точильного камня нужно выполнить следующие действия:
-
Закрепить сверло в зажиме и закрепить его в неподвижном положении.
-
Начать заточку с кончика сверла, перемещая камень по краю режущей кромки вдоль угла наклона.
-
Постепенно перемещать камень вдоль всей режущей кромки сверла, сохраняя одинаковый угол наклона и равномерное давление на камень.
-
Проверить заточку, нанеся легкие отметки на поверхность металла и проверив их на ровность и остроту.
Для заточки сверла на точильном станке следует:
-
Установить сверло в зажим и закрепить его на точильном станке.
-
Выбрать нужный угол наклона и установить соответствующий угол на точильном станке.
-
Включить точильный станок и начать заточку сверла, перемещая его вдоль режущей кромки.
-
Постепенно увеличивать скорость вращения сверла и периодически останавливать станок, чтобы проверять заточку.
В любом случае, перед заточкой сверла рекомендуется ознакомиться с инструкцией для использования точильного станка или точильного камня и соблюдать все меры предосторожности для предотвращения травм и повреждения инструментов.
Добавить комментарий